




1適用范圍
本工藝標(biāo)準(zhǔn)適用于鉻,鉻--鎳奧氏體不銹鋼的手工電弧焊、埋弧自動焊、手工鎢極氬弧焊及熔化極惰性氣體保護焊的焊接施工。
2施工準(zhǔn)備
2.1技術(shù)準(zhǔn)備(施工標(biāo)準(zhǔn)、規(guī)范)
2.1.1《工業(yè)金屬管道工程施工及驗收規(guī)范》GB50235
2.1.2《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》GB50236
2.1.3《石油化工劇毒、可燃介質(zhì)管道工程施工及驗收規(guī)范》SH3501
2.1.4《石油化工鉻鎳奧氏體鋼、鐵鎳合金和鎳合金管道焊接規(guī)程》SH3523
2.1.5《鋼制壓力容器》GB150-98
2.1.6《壓力容器安全技術(shù)監(jiān)察規(guī)程》
2.1.7《鋼制壓力容器焊接工藝評定》JB4708
2.1.8《鋼制壓力容器焊接規(guī)程》JB/T4709
2.1.9《壓力容器無損檢測》JB4730
2.1.10《焊條質(zhì)量管理規(guī)程》JB3223
2.2作業(yè)人員
表2.2主要作業(yè)人員
序號 | 工 種 | 技術(shù)鑒定證 | 安全操作證 | 其 它 資 質(zhì) |
1 | 電焊工 | 中、高 級 | 持 證 | 不銹鋼項目焊工合格證 |
2 | 管 工 | 中、高 級 | 持 證 |
|
3 | 鉚 工 | 中、高 級 | 持 證 |
|
4 | 氣割工 | 中、高 級 | 持 證 |
|
5 | 熱處理工 | 中、高 級 | 持 證 |
|
6 | 探傷檢測人員 | / | 持 證 | 操作持Ⅰ持 證,評定持Ⅱ級 證 |
注:焊工合格證考核按《鍋爐、壓力容器、壓力管道焊工考試與管理規(guī)側(cè)》或《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》GB50236進(jìn)行考試。
2.3材料檢查驗收
2.3.1焊接工程所采用的不銹鋼鋼板、鋼管、管件等。
2.3.1.1焊接工程所采用的不銹鋼板、鋼管、管件等應(yīng)符合設(shè)計文件的規(guī)定,并具有出廠合格證和質(zhì)量證明書。其檢驗項目及技術(shù)要求標(biāo)準(zhǔn)應(yīng)符合國家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)。
2.3.1.2不銹鋼鋼板、鋼管、管件材料入庫前應(yīng)核對材料牌號和質(zhì)量證明書。施工前應(yīng)進(jìn)行外觀檢查,其表面不得有裂紋、氣泡、縮孔、重皮、等缺陷,否則應(yīng)進(jìn)行消除,消除深度不應(yīng)超過材料的負(fù)偏差。
2.3.1.3材料驗收合格后應(yīng)做好標(biāo)識,按不同材質(zhì)、規(guī)格分類堆放、且于鐵碳材料隔離。
2.3.1.4國外材料應(yīng)符合合同規(guī)定的材料標(biāo)準(zhǔn),并按相應(yīng)材料標(biāo)準(zhǔn)進(jìn)行復(fù)驗。
2.3.2焊接材料
2.3.2.1焊條應(yīng)符合國家現(xiàn)行的《不銹鋼焊條》GB/T983,
2.3.2.2焊絲、焊劑應(yīng)符合國家現(xiàn)行的標(biāo)準(zhǔn)。
2.3.2.3國外焊材應(yīng)符合生產(chǎn)國相應(yīng)的技術(shù)標(biāo)準(zhǔn)的要求。
2.3.2.4焊接材料入庫時,應(yīng)核查其質(zhì)量證明書,同時檢查包裝狀況,不得有破損、受潮等現(xiàn)象。
2.3.2.5鎢極氣體保護焊所用的氬氣應(yīng)符合國家現(xiàn)行的標(biāo)準(zhǔn)《氬氣》GB4842的規(guī)定,且純度不應(yīng)低于99.96%
2.4主要工機具
2.4.1設(shè)備
表2.4.1設(shè)備一覽表
序號 | 機 具 名 稱 | 型 號 | 備 注 |
1 | 焊接電源 | ZX5-(400-630) | 可控硅式 焊接或碳弧氣刨用 |
2 | 焊接電源 | ZX7-(250-400) | 逆變式 焊接使用 |
3 | 焊接電源 | WS-(165-315) | 可控硅式 氬弧焊機 |
4 | 焊接電源 | MZ-(500-1000) | 埋弧焊用 |
5 | 焊材烘烤箱 | ZYHC-(60-150) | 烘烤和儲藏焊條使用 |
6 | 空氣等離子切割機 | PS-99 | 切割厚度1~40mm |
2.4.2各種設(shè)備性能應(yīng)完好,電流電壓等儀表應(yīng)在檢測周期內(nèi),焊接電源宜安放在通風(fēng)的集裝箱內(nèi)。
2.4.3工具:焊接面罩、焊條保溫筒、不銹鋼清渣錘、不銹鋼鋼絲刷、氣割工具、角向磨光機。
2.5測量及計量器具
表2.5計量器具一覽表
序號 | 器 具 名 稱 | 型 號 | 備 注 |
1 | 電流表 | DM6056A | 檢測焊接電流、電壓 |
2 | 溫濕度表 | JWS-A4 | 測量焊接區(qū)域及倉庫溫濕度 |
3 | 秒 表 | 1/100 sec | 測量焊接速度用 |
4 | 風(fēng)速計 | AVM-01/03 | 測量焊接區(qū)域風(fēng)速 0~40m/s |
5 | 焊接檢驗尺 | - | 檢測對口尺寸、焊縫外觀尺寸 |
2.6作業(yè)條件
2.6.1焊接工藝評定覆蓋率、焊工持證率應(yīng)達(dá)到100%
2.6.2焊接環(huán)境應(yīng)符合下列規(guī)定,否則應(yīng)采取有效的預(yù)熱和防護措施。
2.6.2.1環(huán)境溫度>0℃
2.6.2.2手工電弧焊時風(fēng)速<8m/s、氣體保護焊時風(fēng)速<2m/s
2.6.2.3相對濕度<90%
2.6.2.4無雨、雪天氣
3施工工藝
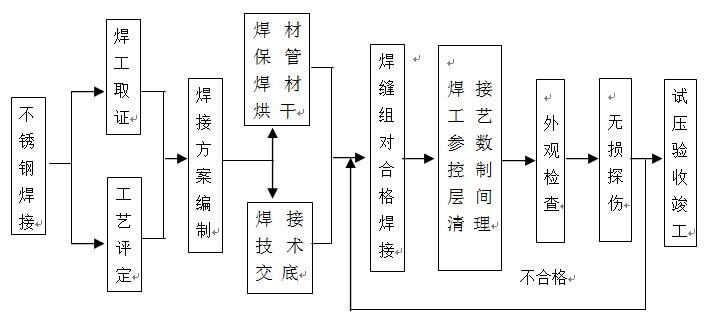
3.1工藝流程
3.2.1接施工工藝流程
3.1.2焊接工藝評定流程圖
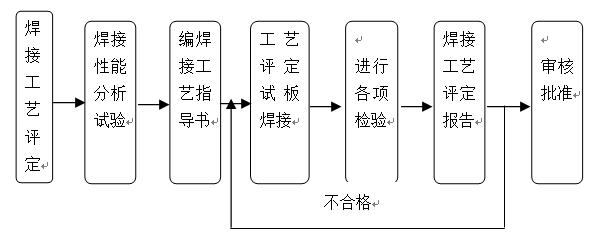
3.1.2.1不銹鋼壓力容器、壓力管道焊接工藝評定應(yīng)執(zhí)行《鋼制壓力容器焊接工藝評定》JB4708。其余的也可執(zhí)行《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》GB50236
3.1.2.2《鋼制壓力容器焊接工藝評定》JB4708和《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》GB50236中未包括的不銹鋼鋼材,應(yīng)按鋼號分別進(jìn)行評定。
3.1.3焊工培訓(xùn)考核取證流程圖
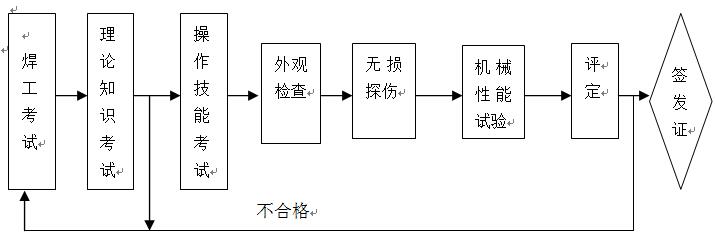
3.1.3.1從事不銹鋼壓力容器、壓力管道焊接的焊工,應(yīng)按《鍋爐壓力容器壓力管道焊工考試與管理規(guī)則》進(jìn)行考試。從事其它不銹鋼焊接的焊工也可按《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》GB50236第五條進(jìn)行考試。
3.1.3.2焊工合格證的項目應(yīng)覆蓋該焊工參加焊接的工作內(nèi)容。且該焊工施焊工作必須在合格項目有效期內(nèi)。
3.1.4焊材管理流程圖
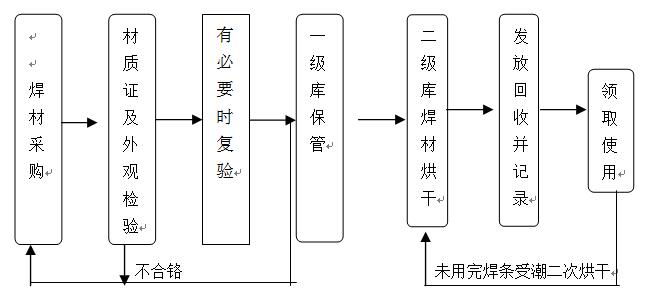
3.1.4.1焊接材料入庫時,應(yīng)核查其質(zhì)量證明書,同時檢查包裝狀況,不得有破損、受潮、銹蝕等現(xiàn)象。
3.1.4.2焊材庫應(yīng)具備防潮、通風(fēng)、保暖性能,并設(shè)溫濕度計實施監(jiān)控。室內(nèi)溫度應(yīng)在5℃以上,相對濕度不超過60%。
3.1.4.3焊材需分規(guī)格、型號及批號分列排放,做出標(biāo)識。焊材存放必須離地離墻300mm。
3.1.4.4焊材烘干設(shè)專職烘烤管理員
3.1.4.5焊接材料在烘干及保溫時應(yīng)嚴(yán)格按要求執(zhí)行。烘干焊條時應(yīng)注意防止焊條因驟冷驟熱而導(dǎo)致藥皮開裂或脫落。不同類型的焊接材料原則上應(yīng)分別烘干,但烘干規(guī)范相同的不同類型焊接材料如同爐烘干時,必須間隔且有明顯的標(biāo)記。
3.1.4.6焊接材料的烘干規(guī)范可參照焊接材料說明書和焊接工藝的要求確定。焊前要求烘干的焊接材料如烘干后在常溫下擱置4小時以上,應(yīng)再次烘干。累計的烘干次數(shù)一般不宜超過2次。
3.1.4.7烘干后的焊接材料應(yīng)存放在規(guī)定要求恒溫溫度的恒溫箱內(nèi),并按不同型號、不同牌號、不同規(guī)格分別擺放,并設(shè)置明顯標(biāo)記。
3.1.4.8焊材烘烤管理員對焊接材料的烘干、保溫、發(fā)放及回收應(yīng)作詳細(xì)記錄。
3.1.4.9推薦焊接材料的烘干溫度、保溫時間。
表3.1.4.9推薦焊接材料的烘干溫度、保溫時間。
類 別 | 牌 號 | 溫度(℃) | 時間(h) |
不銹鋼焊條 | A102 | 150 | 1 |
A107 | 250 | 1 | |
A132 | 150 | 1 | |
A137、 A207 | 250 | 1 | |
A202、A302、A402 | 150 | 1 | |
A307、A407 | 250 | 1 | |
A002、A022、A212、A242 | 150 |
| |
G202、G302 | 150 |
| |
G207、307 | 250 |
| |
燒結(jié)焊劑 | SJ101、SJ102 | 300~350 | 2 |
熔煉焊劑 | HJ431 | 250 | 2 |
HJ250 | 300~250 | 2 |
3.2工藝操作過程
3.2.1焊材選用
3.2.2.1馬氏體不銹鋼、鐵素體不銹鋼焊接應(yīng)選與母材成分份相同的焊材料,不進(jìn)行預(yù)熱和熱處理時也可選用奧氏體焊材。
3.2.2.2同種奧氏體不銹鋼焊接應(yīng)選與母材成分相近的焊接材料,其次還應(yīng)保證焊縫具有良好的抗裂性和綜合力學(xué)性能。
3.2.2.3不同奧氏體不銹鋼焊接焊材的選用應(yīng)保證熔敷金屬的Gr、Ni、Mo或Cu的主要合金元素含量不低于合金含量較低一側(cè)母材標(biāo)準(zhǔn)規(guī)定的下限值.
3.2.2.4常用不銹鋼推薦選用的焊條牌號
鋼 號 | 手工電弧焊 | 埋弧焊 | 氬弧焊 | ||
焊條型號 | 焊條牌號 | 焊絲牌號 | 焊劑型號 | 焊絲牌號 | |
0Gr18Ni9 | E308-16/ E308-15 | A102/A107 | H0Gr21Ni10 | HJ260 | H0Gr21Ni10 |
0Gr18Ni10Ti | E347-16/ E347-15 | A132/A137 | H0Gr21Ni10Ti | HJ260 | H0Gr21Ni10Ti |
1Gr18Ni9Ti | E347-16/ E347-15 | A132/A137 | H0Gr21Ni10Ti | HJ260 | H0Gr21Ni10Ti |
0Gr17Ni12Mo2 | E316-16/ E316-15 | A202/A207 | H0Gr19Ni12Mo2 | HJ260 | H0Gr19Ni12Mo2 |
0Gr18Ni12Mo2Ti | E316-16/ E318-16 | A022/A212 | H00Gr19Ni12Mo2 | HJ260 | H00Gr19Ni12Mo2 |
00Gr19Ni10 | E308L-16 | A002 | H00Gr21Ni10 | HJ260 | H00Gr21Ni10 |
00Gr17Ni14Mo2 | E316L-16 | A022 |
|
|
|
00Gr19Ni13Mo3 | E317-16 | A242 |
|
|
|
0Gr23Ni13 | E309 | A302 |
|
| H0Gr24Ni13 |
0Gr25Ni20 | E310 | A402 |
|
| H0Gr26Ni21 |
0Gr13 | E410-15/E410-16 | G202/G207 |
|
|
|
Gr17 | E430-15/E430-16 | G302/G307 |
|
|
|
1Gr13、2Gr13 | E410-15/E410-16 | G202/G207 |
|
|
|
表3.2.2.4常用不銹鋼推薦選用的焊條牌號
3.2.2.5常用不同奧氏體不銹鋼焊接推薦用焊接材料
序號 | 母材 | 00Gr19Ni11 | 0Gr23Ni13 | 0Gr25Ni20 | 0Gr17Ni12Mo2 |
1 | 0Gr19Ni9 | A002 | A102/A302 | A102 | A102/A202 |
H00Gr21NI10 | H0Gr21Ni10 | H0Gr21NI10 | H0Gr21Ni10 | ||
| H1Gr24Ni13 | H1Gr24Ni13 | H0Gr19Ni12Mo2 | ||
2 | 00Gr19Ni11 |
| A102/A302 | A302/A402 | A102/A202 |
H0Gr21Ni10 | H1Gr24Ni13 | H0Gr21Ni10 | |||
H1Gr24Ni13 | H0Gr26Ni21 | H0Gr19Ni12Mo2 | |||
3 | 0Gr23Ni13 |
|
| A302/A402 | A302/A202 |
H1Gr24Ni13 | H1Gr24Ni13 | ||||
H0Gr26Ni21 | H0Gr19Ni12Mo2 | ||||
4 | 0Gr25Ni20 |
|
|
| A202 |
|
| H0Gr19Ni12Mo2 |
表3.2.2.5不同奧氏體不銹鋼焊接推薦用焊接材料
3.2.2焊縫坡口形式、尺寸、加工方法及組對要求。
3.2.2.1焊縫坡口形式、尺寸應(yīng)符合設(shè)計文件和焊接工藝指道書的規(guī)定。
3.2.2.2坡口面加工宜采用機械方法。當(dāng)采用等離子切割時,應(yīng)清除氧化層,并將表面凹凸不平處打磨平整。
3.2.2.3坡口表面應(yīng)無裂紋、分層等缺陷。
3.2.2.4壁厚相同的管子、管件組對時,應(yīng)使內(nèi)壁平齊,其錯邊量應(yīng)≤管壁厚度的10%,且≤0.5mm。同時應(yīng)用手工或機械方法清理其內(nèi)外表面,坡口及邊緣20mm范圍不得有油漆、毛刺、鑄造垢皮等物質(zhì)。
3.2.2.5設(shè)備、容器筒體組對時A、B類焊接接頭對口錯邊量b(見圖)應(yīng)符合下表規(guī)定。
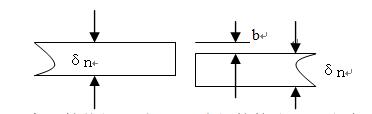
表3.2.2.5設(shè)備、容器筒體組對時A、B類焊接接頭對口錯邊量b的選擇
對口處的名義厚度δn | 按焊縫類別劃分的對口錯邊量b | |
A | B | |
≤12 | ≤1/4δn | ≤1/4δn |
12<δn≤20 | ≤3 | ≤1/4δn |
20<δn≤40 | ≤3 | ≤5 |
40<δn≤50 | ≤3 | ≤1/8δn |
>50 | ≤1/6δn,且≯10 | ≤1/8δn,且≯20 |
注:球形封頭與圓筒連接的環(huán)向接頭以及嵌入式接管與圓筒或封頭對接連接的A類接頭,按B類焊接接頭的錯邊量要求。
3.2.2.6組裝時卡具、臨時支架、定位焊的工藝均應(yīng)和正式焊接相同,
3.2.2.7手工電弧焊定位焊縫的尺寸見下表。
工件厚度(mm) | 焊縫高度(mm) | 焊縫長度(mm) | 焊縫間距(mm) |
≤4 | <4 | >5 | 50~100 |
5-20 | ≤0.7δn且≤6 | >15 | 100~300 |
>20 | <8 | >50 | 200~350 |
表3.2.2.7手工電弧焊定位焊縫的尺寸一覽表
3.2.2.8卡具、臨時支架與母材接觸部分材質(zhì)應(yīng)和母材相同,夾具拆除應(yīng)用砂輪磨除。
3.2.2.9不銹鋼板、鋼管下料時應(yīng)做材料移置標(biāo)識,以防止剩余材料錯用。
3.3施工工藝參數(shù)
3.3.1焊接工藝參數(shù)
3.3.1.1焊接線能量的控制:
焊接線能量公式為:Q=IU/V×60
式中:Q—焊接線能量(J/cm);
I????—焊接電流(A);
U—電弧電壓(V);
V—焊接速度(cm/min)。
不銹鋼焊接線能量控制范圍應(yīng)根據(jù)焊接工藝評定確定,一般在保證熔合良好的情況下盡量采用小線能量。
3.3.2工藝參數(shù)
3.3.2.1推薦手工電弧焊焊接工藝參數(shù)
板厚 | 焊條 | 平 焊 | 立 焊 | ||||
電流 A | 電壓 V | 速度cm/min | 電流 A | 電壓 V | 速度cm/min | ||
3-6 | φ3.2 | 80-110 | 22-26 | 10-14 | 70-90 | 22-26 | 7-12 |
φ4 | 110-140 | 24-28 | 12-18 | 80-110 | 22-26 | 8-12 | |
8-12 | φ3.2 | 90-120 | 22-26 | 10-16 | 70-100 | 22-26 | 7-12 |
φ4 | 110-140 | 24-28 | 10-18 | 80-120 | 22-26 | 8-12 | |
表3.3.2.1推薦手工電弧焊焊接工藝參數(shù)
3.3.2.2推薦埋弧自動焊的焊接工藝參數(shù)
表3.3.2.2推薦埋弧自動焊的焊接工藝參數(shù)
板厚 | 焊接 | 焊絲 | 正 面 | 背 面 | ||||
電流 A | 電壓 V | 速度cm/min | 電流 A | 電壓 V | 速度cm/min | |||
6 | 平 | φ4 | 350-400 | 28-30 | 70-90 | 400-450 | 28-30 | 60-80 |
12 | 平 | φ4 | 550-600 | 30-34 | 50-70 | 600-700 | 30-34 | 50-70 |
20 | 平 | φ4 | 550-600 | 30-34 | 40-60 | 650-750 | 30-34 | 40-60 |
3.3.2.3推薦手工鎢極氬弧焊焊接工藝參數(shù)
表3.3.2.3推薦手工鎢極氬弧焊焊接工藝參數(shù)
鎢極直徑(mm) | 焊接電流(A) | 焊接電壓(V) | 電源極性 | 噴嘴直徑(mm) | 鎢極伸出長度(mm) | 氬氣流量L/min | |
焊槍 | 背面 | ||||||
2.0 | 60~100 | 18~20 | CD+ | 8~16 | 3~8 | 8~18 | 6-12 |
2.5 | 70~110 | 18~22 | CD+ | 8~16 | 3~8 | 8~18 | 6-12 |
3.4施工工藝特點
3.4.1馬氏體、鐵素體不銹鋼焊前預(yù)熱和焊后進(jìn)行熱處理工藝,應(yīng)按設(shè)計文件和焊接工藝指導(dǎo)書確定。(馬氏體、鐵素體不銹鋼焊接若采用奧氏體焊材,焊前可不預(yù)熱,焊后也不進(jìn)行熱處理)。
3.4.2馬氏體不銹鋼;采用同種材料焊接焊縫和熱影響區(qū)會硬化變脆和產(chǎn)生冷裂,應(yīng)采取以下工藝
3.4.2.1手工電弧焊時預(yù)熱150-350℃、鎢極氬弧焊時預(yù)熱120-200℃。
3.4.2.2焊接易采用短弧,小線能量。
3.4.2.3焊后進(jìn)行750-800℃退火處理。
3.4.3鐵素體不銹鋼:采用同種材料焊接焊縫塑性韌性低,易產(chǎn)生裂紋,應(yīng)采取以下工藝
3.4.3.1焊前預(yù)熱100-150℃,坡口及兩側(cè)清理干凈。
3.4.3.2采用小線能量、不擺動,多層焊時控制層間溫度約等于預(yù)熱溫度,且不易連續(xù)施焊,減小高溫脆化和475℃脆化。
3.4.3.3焊后進(jìn)行700-730℃熱處理。
3.4.4Gr及Gr-Ni不銹鋼焊接注意事項。
3.4.4.1焊前應(yīng)將坡口及兩側(cè)20mm范圍內(nèi)的油污、銹、污物清理干凈。
3.4.4.2地線應(yīng)與焊件接觸牢固,焊接時在坡口內(nèi)引弧,焊件表面不得有電弧擦傷等缺陷。
3.4.4.3焊前應(yīng)將坡口兩側(cè)涂上防飛濺涂料。
3.4.4.4組對和焊接時,焊件應(yīng)與鐵碳材料隔離。同時施工中要用不銹鋼錘、不銹鋼刷以及專用的砂輪片。
3.4.4.5焊接時應(yīng)嚴(yán)格控制接線能量,在保證焊透及溶合良好的條件下,應(yīng)選用小工藝規(guī)范,即小電流、短電弧、較快焊接速度和多層多道焊,層間溫度不應(yīng)過高,奧氏體不銹鋼焊接層間溫度不超過100℃。
3.4.4.6焊接收弧時應(yīng)將弧坑填滿,并用砂輪磨去弧坑缺陷。多層焊時層間接頭應(yīng)錯開30~50mm。
3.4.4.7焊接時選用焊條直徑不宜過大,焊接初層焊道焊條直徑一般不超過3.2mm,填充和蓋面直徑一般不超過4mm。
3.4.4.8卡具、臨時支架與母材接觸部分材質(zhì)應(yīng)和母材相同或相近,夾具拆除應(yīng)用砂輪磨除,嚴(yán)禁敲打。
3.4.4.9薄壁小直徑不銹鋼管道采用鎢極氬弧焊接,厚壁不銹鋼管道采用鎢極氬弧焊打底。同時管內(nèi)應(yīng)充氬保護。(奧氏體不銹鋼焊接管內(nèi)也可充氮氣保護)。
3.4.4.10可以進(jìn)行雙面焊接的焊縫,與介質(zhì)接觸面應(yīng)最后焊接。
3.4.4.11焊縫完成后應(yīng)按規(guī)定進(jìn)行酸洗鈍化處理。
3.5施工環(huán)節(jié)及重要工序
3.5.1壓力容器產(chǎn)品焊接試板
3.5.1.1低溫壓力容器每臺至少應(yīng)做產(chǎn)品焊接試板一塊,試板的備制、數(shù)量、位置按GB150-98執(zhí)行。
3.5.1.2產(chǎn)品試板的鋼號、批號、規(guī)格、焊接工藝均應(yīng)與容器殼板相同,試板應(yīng)由施焊容器的焊工,在與容器焊接相同的條件下焊接(一般點固在容器筒體縱焊縫延線上焊接);
3.5.1.3試板焊縫檢驗項目應(yīng)和容器相同,
3.5.1.4試樣的尺寸、截取、試驗方法及合格指標(biāo)應(yīng)符合《鋼制壓力容器焊接試板的力學(xué)性能檢驗》JB4744-2000的有關(guān)規(guī)定執(zhí)行。
3.5.2焊縫內(nèi)部缺陷的返修
3.5.2.1經(jīng)射線或超聲波檢查的焊縫,發(fā)現(xiàn)超標(biāo)缺陷時,應(yīng)按檢測結(jié)果分析缺陷性質(zhì)、產(chǎn)生原因,并確定位缺陷所在部位(必要時可用超聲復(fù)測),確定修補側(cè);
3.5.2.2內(nèi)部缺陷的清除采用砂輪磨削的方法進(jìn)行,確認(rèn)缺陷完全清除后再進(jìn)行焊補,
3.5.2.3壓力容返修清除缺陷的深度不得超過容器厚度的2/3。如達(dá)到2/3缺陷仍未完全清除時,應(yīng)停止清除并進(jìn)行焊補,然后從另一側(cè)再次清除和焊補;修補焊縫的長度不得小于50mm,且返修后應(yīng)按原探傷方法、要求檢驗合格;
3.5.2.4同一部位(焊縫內(nèi)、外側(cè)各作為一個部位)的修補不宜超過兩次,對經(jīng)過兩次修補仍不合格的焊縫,應(yīng)編制返修工藝,采取可靠的技術(shù)措施,經(jīng)單位技術(shù)負(fù)責(zé)人批準(zhǔn)后方可實施修補;
3.5.2.5焊接修補的部位、次數(shù)和檢測結(jié)果應(yīng)作好記錄并存檔。
4質(zhì)量檢驗
4.1質(zhì)量檢驗標(biāo)準(zhǔn)
質(zhì)量檢驗標(biāo)準(zhǔn)按設(shè)計要求或設(shè)計指定的施工驗收規(guī)范的標(biāo)準(zhǔn)執(zhí)行。
4.2焊后檢驗。(施焊前檢驗、焊接過程檢驗參照《通用部分焊接施工工藝標(biāo)準(zhǔn)》)。
4.2.1外觀
4.2.1.1焊縫應(yīng)與母材圓滑過度,焊縫表面不允許有裂紋、氣孔、夾渣、飛濺、弧坑、咬邊等缺陷。
4.2.1.2焊縫余高
(1)管道:e≤1+0.1b,且≯3mm。
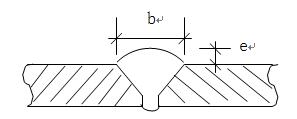
2)壓力容器:A、B類焊縫余高不得大于焊件厚度10%,且不大于3mm。
4.2.1.3角焊縫焊腳高度不得低于設(shè)計要求。
4.2.1.4焊縫寬度以每側(cè)超過坡口1~2mm為宜。
4.2.2無損探傷
4.2.2.1無損探傷檢測方法、檢測數(shù)量、合格標(biāo)準(zhǔn)及要求應(yīng)按設(shè)計規(guī)定或設(shè)計指定的檢測標(biāo)準(zhǔn)(施工驗收規(guī)范)執(zhí)行。
4.2.2.2焊縫內(nèi)部缺陷的無損檢測應(yīng)優(yōu)先選用射線探傷方法,且符合國家現(xiàn)行的JB4730《壓力容器無損檢測》的規(guī)定。
4.2.2.3無損探傷檢驗應(yīng)在焊接完成24小時后進(jìn)行,且焊縫必須經(jīng)外觀檢查合格;
4.3特殊工藝或關(guān)鍵控制點
表4.3特殊工藝或關(guān)鍵控制點
序 號 | 關(guān)鍵控制點 | 主 要 控 制 方 法 |
1 | 焊 材 | 焊工使用焊條應(yīng)攜帶保溫筒,焊材使用、烘干、發(fā)放均應(yīng)記錄,做到有可追溯性。 |
2 | 風(fēng)、雨、雪防護 | 室外作業(yè),手工焊時風(fēng)速<8m/s、氣體保護焊時風(fēng)速<2m/s、雨雪天應(yīng)防搭設(shè)風(fēng)棚 |
3 | 預(yù)熱與焊后熱處理 | 馬氏體不銹鋼、鐵素體不銹鋼焊前預(yù)熱和焊后進(jìn)行熱處理應(yīng)嚴(yán)格按工藝指導(dǎo)書執(zhí)行。 |
4 | 焊接線能量 | 嚴(yán)格遵循制定的焊接工藝參數(shù)施工,記錄員隨時測定并做,發(fā)現(xiàn)焊接線能量偏高立即通知焊工調(diào)整,同時層間溫度不宜過高。 |
5 | 焊縫返修 | 焊縫返應(yīng)核準(zhǔn)缺陷的位置,及時按原工藝進(jìn)行,超次返修應(yīng)編制返修工藝,并記錄存檔。 |
6 | 焊縫外觀檢查 | 焊縫由焊工自檢合格后再進(jìn)行專查,杜絕焊縫咬邊,發(fā)現(xiàn)超標(biāo)缺陷及時處理, |
4.4質(zhì)量記錄
4.4.1母材及焊材產(chǎn)品質(zhì)量證明書及復(fù)驗報告。
4.4.2焊接施工記錄、焊縫探傷布片圖和焊工代號布置圖,
4.4.3焊縫返修記錄
4.4.4焊縫無損探傷報告
4.4.5產(chǎn)品焊接試板報告
4.4.6焊縫熱處理報告
4.5應(yīng)注意的質(zhì)量問題
4.5.1母材表面電弧擦傷
焊接中嚴(yán)禁焊件表面出現(xiàn)電弧擦傷缺陷,因此焊前地線應(yīng)與焊件接觸牢固,焊接時應(yīng)在坡口內(nèi)引弧,焊前應(yīng)將坡口兩側(cè)涂上防飛濺涂料。
4.5.2焊縫咬邊
不銹鋼焊道表面不允許有咬邊現(xiàn)象,咬邊會引起應(yīng)力腐蝕,影響構(gòu)件耐蝕的性能。
4.5.3焊縫冷裂紋
馬氏體、鐵素體不銹鋼同質(zhì)材料焊接時易產(chǎn)生冷脆和裂紋,因此焊前預(yù)熱應(yīng)嚴(yán)格按工藝指導(dǎo)書執(zhí)行。
4.5.4焊縫熱裂紋
合金元素含量較多奧氏體不銹鋼,焊接中焊縫易發(fā)生偏析產(chǎn)生熱裂紋,因此焊接時應(yīng)采用小線能量,收弧將弧坑填滿,使用堿性焊條、焊劑,減小雜質(zhì)元素和應(yīng)力。
5成品保護
5.1焊縫完成后嚴(yán)禁敲打、碰砸、擦傷焊縫及熱影響區(qū),造成表面缺陷。
5.2嚴(yán)禁在近縫區(qū)點焊臨時支架。
5.3凡在管道附近應(yīng)進(jìn)行切割作業(yè)時應(yīng)及時擋護,杜絕切割殘渣、氧化物傷及管道和焊縫。
5.4容器、管道試壓時水質(zhì)應(yīng)清潔,氯離子含量應(yīng)小于25ppm。
6職業(yè)健康安全和環(huán)境管理
6.1施工過程危害辯識及控制措施
表6.1施工過程危害辯識及控制措施
序號 | 作業(yè)活動 | 危 險 源 | 控 制 措 施 |
1 | 現(xiàn)場管理 | 人員傷害 | 作業(yè)前進(jìn)行安全技術(shù)交底,特殊工種必須培訓(xùn),并持有安全操作證 |
2 | 焊接施工 | 火 災(zāi) | 裝置區(qū)施工辦動火證,施工區(qū)域5米內(nèi)不得有易燃易爆物 |
3 | 檢修焊接 | 人員設(shè)備損壞 | 在盛裝過易燃、易爆介質(zhì)的設(shè)備管道上作業(yè)。必須清理置換干凈,且化驗合格后才能施焊。 |
4 | 施工用電 | 觸電 | 施工所電源必須接地、接零和設(shè)置漏電保護器 ,行燈或容器內(nèi)作業(yè)使用安全電壓照明。 |
5 | 勞保品使用 | 人員傷害 | 正確穿戴防護服、絕緣鞋、手套,磨砂輪應(yīng)戴護目鏡,作業(yè)時應(yīng)戴安全帽式的防護面罩 |
6 | 高空作業(yè) | 高空墜落 | 高空作業(yè)前應(yīng)體檢合格,正確使用安全帶 |
7 | 焊接施工 | 煙 塵 | 室內(nèi)或通風(fēng)差的環(huán)境應(yīng)進(jìn)行排風(fēng),容器內(nèi)作業(yè)應(yīng)設(shè)引風(fēng)機。同時帶防塵口罩。 |
6.2環(huán)境因素識別及控制措施
表6.2環(huán)境因素識別及控制措施
序號 | 作業(yè)活動 | 環(huán)境因素 | 控 制 措 施 |
1 | 砂輪、氣刨 | 噪 聲 | 周邊有民用住區(qū)時要進(jìn)行噪聲測定,不在夜間施工,必要時安排在降噪工作棚施工 |
2 | 焊 接 | 弧光輻射 | 焊接距周邊施工人員近時要對弧光進(jìn)行遮擋,防止電焊弧光打眼。 |
3 | 焊接施工 | 垃 圾 | 現(xiàn)場焊接廢棄物,焊條包裝塑料代、塑料筒、紙箱、焊條頭、砂輪殘核,應(yīng)及時收集分類堆放。避免造成環(huán)境污染。 |
- 上一篇:TP2銅管退火后起皮原因分析 2017-05-26
- 下一篇:不銹鋼為什么也帶磁性 2017-05-26



